О Сварка ПП, Всегда ли ваша печатная плата(ПП) работает правильно? Вас расстраивает, когда ваша печатная плата не функционирует только из-за короткого замыкания? Но что вызывает короткое замыкание? Возможно, переизбыток припоя. Но не переживайте, даже опытные инженеры сталкиваются с проблемами в процессе пайки.
Итак, если вам нужно разобраться с проблемами, вызванными пайкой, мы вам поможем. В этой статье мы поговорим о сварке (пайке) ПП. Вы узнаете, как делать это правильно и какие проблемы могут возникнуть в процессе. А после мы поговорим о том, как предотвратить проблемы при сварке ПП.
Методы сварки ПП
1.1 Что такое сварка ПП?
Сваркой называют расположение одного или двух электронных компонентов на ПП с использованием припоя. Следовательно, сварка ПП также называется пайкой ПП. Припой плавится и фиксирует электронные компоненты на своих местах. Температура плавления металлического припоя ниже, чем у компонентов и ПП.
Таким образом, сварочный процесс имеет множество применений. Его можно использовать в сантехнике, ремонте бытовой техники, электронике и т. д. Работа и производительность ваших плат напрямую зависит от качества сварки ПП. Прежде всего, необходимо разбираться в разработке ПП как таковой. А если у вас недостаточно опыта, вам нужно знать о сварочных хитростях. Сварочные приемы – это хорошие методы пайки.
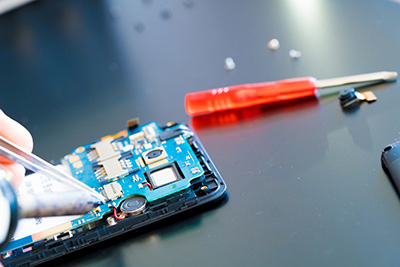
Далее мы расскажем о различных методах сварки ПП. Читайте внимательно. Вам понадобится печатная плата, паяльник, паяльный провод и флюс. Изображение 1 демонстрирует использование паяльника на ПП.
1.2 Методы сварки ПП
Существует два метода сварки: высокотемпературная и низкотемпературная. Высокотемпературная сварка делится на два типа: сварка твердым припоем и сварка серебром.
1.2.1 Высокотемпературная Сварка
Этот метод сварки или пайки предполагает соединение двух металлических компонентов твердым припоем, который растекается в зазоры элементов, видимых при высокой температуре. Заполнитель зазоров способен выдерживать высокие температуры, которые могут быть выше 450 °С. Итак, это была основная концепция высокотемпературной пайки. Теперь мы расскажем вам о сварке серебряным и твёрдым припоем.
1.2.2 Сварка Серебряным Припоем
Это безупречный метод, используемый для изготовления небольших элементов, сборных инструментов и выполнения нерегулярного обслуживания. Вам следует купить сплав серебра, который будет выполнять функцию металла, заполняющего зазор. Однако пайка серебром не рекомендуется для заполнения зазора. Мы советуем вам использовать другой флюс при сварке серебром для более точных результатов.
1.2.3 Сварка Твёрдым Припоем
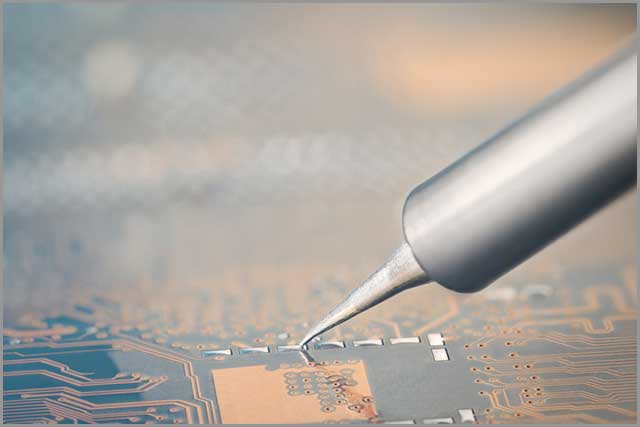
При сварке твёрдым припоем два компонента соединяются жидким металлическим заполнителем зазора. Этот наполнитель проходит сквозь стыки. Затем он остывает и обеспечивает прочное соединение электронных компонентов. Атомный магнетизм и диффузия – процессы, ответственные за этот результат. Вы увидите, что этот вид сварки обеспечивает очень прочное соединение. Металлическая латунь чаще всего используется для заполнения зазоров. Изображение 2 демонстрирует вблизи вид твердого припоя из меди.
1.2.4 Низкотемпературная Сварка
Низкотемпературная сварка – это метод, используемый для размещения очень крошечных составных деталей с низкой температурой плавления. В процессе сварки составные детали могут потрескаться. Знаете почему? Поскольку сварка выполняется при высоких температурах. Таким образом, вам понадобится металл из оловянного сплава, заполняющего зазор. Температура плавления металла, заполняющего зазор не должна быть ниже 450 °С. Для этого мы предлагаем вам использовать газовую горелку.
Не переживайте, если вы вдруг не знакомы с терминами вроде “паяльный флюс”, “паяльник” и т. д. В следующем разделе мы все подробно рассмотрим. Кроме того, мы предложим вам несколько советов, касающихся сварки.
Инструменты и Советы для Сварки
Некоторые из вас, пожалуй, уже знакомы с инструментами для пайки ПП. Однако, новички часто начинают свой путь в области электроники со страданий, поскольку не обладают базой знаний. Осведомленность может избавить от множества проблем, возникающих в процессе сварки.
В этом разделе мы поговорим об инструментах для пайки ПП, а также дадим несколько полезных советов. Чтобы вы, как новичок, смогли с первого раза сделать всё как полагается.
2.1 Инструменты, необходимые при сварке ПП
2.1.1 Паяльник
Паяльник – это базовый инструмент для процесса пайки или сварки. Он действует как источник тепла для мягкого припоя. Вы можете использовать его для ручной пайки компонентов. Он плавит паяльный провод, который в свою очередь заполняет пространство между двумя соединениями. Для большинства проектов будет достаточно паяльных пистолетов мощностью от 15 до 30 Вт.
Кроме того, если вы хотите сварить тяжелые кабели и элементы, вам понадобится более мощный паяльник. Мощности 40 Вт и выше вполне хватит. Изображение 3 демонстрирует паяльник на подставке. На Изображении 4 показан паяльный пистолет. Вы можете заметить их отличия. Пистолет обладает более высокой мощностью и требует электрического тока для работы.

3 Паяльник на подставке

4 Готовый к пайке паяльный пистолет
2.1.2 Паяльный Флюс и Паяльная Паста
Для успешной сварки вам также следует приобрести паяльную пасту или крем. В паяльном креме содержится флюс. Паяльная паста используется для прикрепления ножек интегральных схем (ИС) к точкам подключения на ПП. Ножки – это выводы ваших ИС или корпусов микросхем.
Припойный флюс является химическим очищающим агентом. Он полезен в процессе сварки, поскольку выполняет три основные функции. Первое – он удаляет ржавчину с электронных элементов, подлежащих пайке. Второе – он не пропускает воздух, тем самым удаляя лишнюю ржавчину. И третье – он увеличивает впитывающую способность жидкого припоя. Изображение 5 демонстрирует паяльную пасту.

5 Паяльная паста
2.1.3 Паяльная Проволока и Стриппер
И наконец, вам понадобится паяльная проволока и стриппер. Паяльная проволока – это провод из металла, который будет действовать, как мягкий припой. Он имеет низкую температуру плавления и заполняет швы на ПП. Иными словами, это обычный “припой”. Для пайки можно использовать проволоку из олова и свинца. Изображение 6 демонстрирует катушку паяльной проволоки, а Изображение 7 – стриппер.
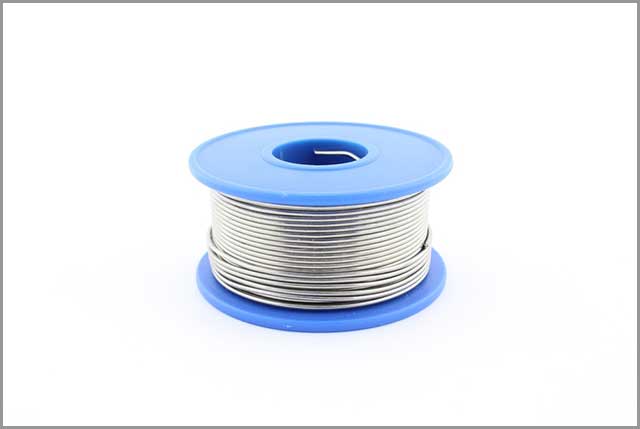
6 Катушка Паяльной проволоки

7 Стриппер
2.2 Как избежать проблем при сварке
Теперь мы обсудим несколько советов, которые помогут вам не допустить серьезных проблем в процессе сварки. Во-первых, вы должны использовать кулеры. Они необходимы при присоединении проводов чувствительных электрических компонентов, таких как интегральные схемы и транзисторы.
Во-вторых, старайтесь держать жало паяльника в чистым. Так вы обеспечите лучшую теплопроводность и как результат – улучшите соединения. Для очистки жала можно использовать губку. В-третьих, убедитесь в правильности паяных соединений. Поскольку в сложных схемах существует вероятность ошибиться. Таким образом, проверка каждого электронного компонента после пайки избавит вас от лишних хлопот. Убедитесь, что всё на своих местах.
В-четвертых, в первую очередь произведите пайку маленьких компонентов. Они включают в себя диоды, резисторы, перемычки и прочие подобные элементы. А также, крупные компоненты вроде транзисторов и конденсаторов. Это облегчит вам сборку компонентов на ПП. Кроме того, чувствительные электронные компоненты вы должны припаять в самом конце. Так вы не повредите их, работая с другими компонентами. К чувствительным компонентам относятся МОП-транзисторы, КМОП, ИС, микроконтроллеры и т. д.
И наконец, совет касаемо вашего здоровья: убедитесь, что работаете в вентилируемом помещении. Дым токсичен, а хорошая вентиляция не позволит ему скапливаться в комнате. Изображение 8 демонстрирует дым, возникший в процессе пайки.
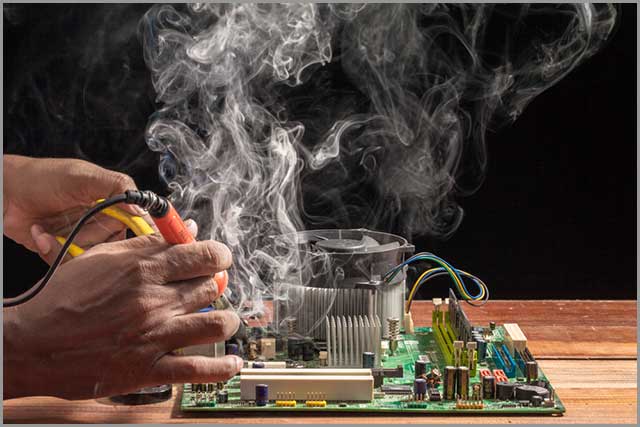
8 Дым, образующийся в процессе пайки
Типичные Проблемы при Сварке
Некоторые проблемы со сваркой могут возникнуть при моделировании печатной платы. Эти проблемы могут увеличить затраты и негативно повлиять на производство. Хуже всего то, что ваш продукт будет передавать сигнал пользователю с задержкой. Эти проблемы в основном возникают из-за ошибок в процессе производства или проектирования ваших проектов. К счастью, на каждую проблему есть решение.
В этом разделе мы поговорим о типичных проблемах при пайке, а в следующем о их решениях.
3.1 Проблемы Сварки, Вызванные Ручной Пайкой
Ниже приведены шесть наиболее распространённых проблем при ручной пайке:
1.Нарушенное соединение: Нарушение соединения возникает из-за движения припоя при его затвердевании. Соединение может иметь кристаллическую, шероховатую или матовую поверхность. Его также называют “холодным соединением”. Изображение ниже демонстрирует такой случай.
- 2. Холодное соединение: Оно может возникнуть, если вы не дадите припою расплавиться полностью. Неровная или шероховатая поверхность часто влияет на соединение. Паяное соединение будет плохим, и со временем в нем могут возникать разрывы. Изображение ниже демонстрирует холодное соединение.
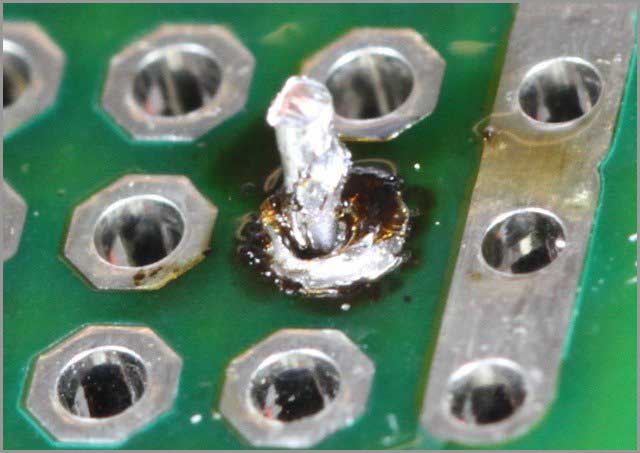
3.Перегретое соединение: Вы можете вызвать перегрев соединения, если припой плохо растекается. Исправить ситуацию непросто из-за остатков пригоревшего флюса. На изображении ниже показано перегретое соединение.
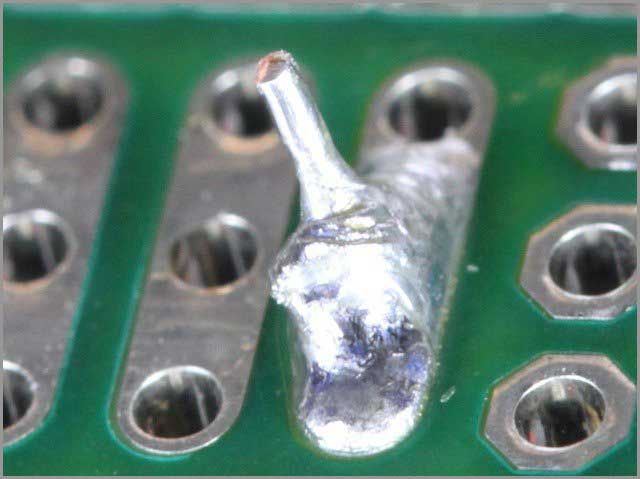
4.Недостаточное смачивание: В этом случае припой хорошо смачивает выводы, но не образует прочного соединения с контактной площадкой. Проблема может возникнуть, если вы не нагреете штифт и площадку. Изображение ниже демонстрирует недостаточное смачивание.

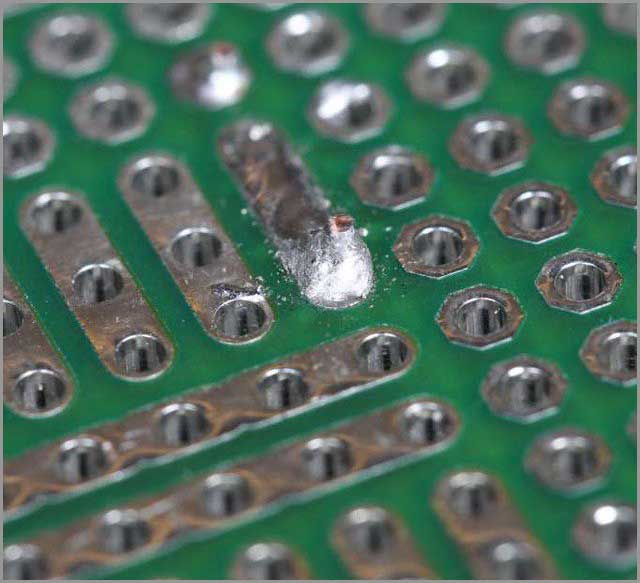
5.Истощенный припой: Вы можете вызвать истощение припоя, если не нанесли его на соединение в достаточном количестве. Это приведет к ослаблению соединения и со временем может вызвать его разрывы и повреждения. На приведенном ниже изображении показано паяное соединение с недостатком припоя.

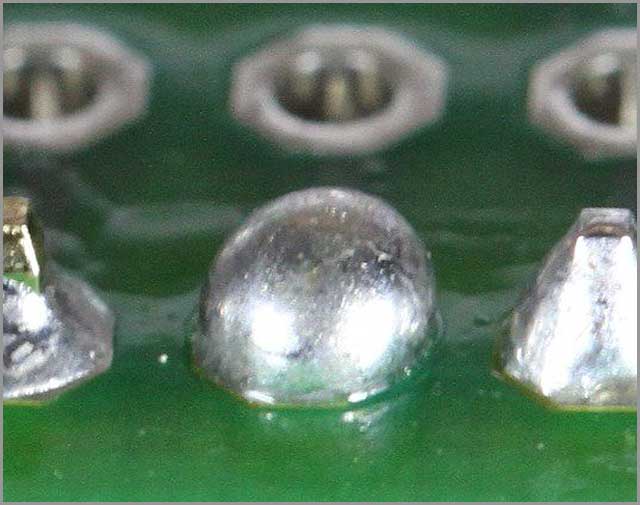
6.Слишком много припоя: Не следует наносить на соединение слишком много припоя. Есть вероятность, что ни площадка, ни штифт не смочатся. Убедитесь, что паяное соединение имеет вогнутую поверхность, как показано на изображении ниже.
3.2 Проблемы Сварки, Вызванные Производителем
Что ж, если вы думаете, что проблемы могут возникнуть только при ручной сварке, вы ошибаетесь. Даже производители ПП, использующие специальное оборудование, совершают ошибки, которые затем необходимо исправлять. Ниже приведены четыре типичные проблемы, вызванные производителями:
1.Перемычка: Под перемычкой подразумевают неправильную связь между двумя соединениями. Такое соединение может привести к короткому замыканию. Изображение ниже демонстрирует паяльный мост.
2.Оторванные компоненты: При пайке волной, компоненты могут оторваться от поверхности ПП. Изображение ниже демонстрирует оторванные компоненты.
3.Оторванные площадки: Когда производители пытаются распаять компоненты, их контактные площадки могут оторваться от поверхности вашей ПП. Изображение ниже показывает оторванные площадки.
4.Шарик припоя: Под шариком припоя подразумевают кусочек припоя, застывшего на ПП. Это происходит при пайке волной. Изображение ниже показывает шарик припоя.
Методы Решения Проблем, Возникших при Сварке
В этом разделе мы расскажем, как быстро исправить проблемы, возникшие при пайке.
1.Исправляем Нарушенное Соединение: Вы можете повторно нагреть его и дать остыть естественным путем.
2.Исправляем Холодное Соединение: Опять же, вы можете нагреть его, пока припой не начнет стекать.
3.Исправляем Перегретое Соединение: Очистите ПП с помощью зубной щётки или изопропилового спирта. Это удалит пригоревший флюс.
Исправляем Недостаточное Смачивание: Вам всего лишь следует приложить раскаленное жало к соединению и ждать, пока припой не начнет стекать. Жидкий припой покроет площадку.
1.Исправляем Истощенный Припой: Вам следует добавить больше припоя при повторном нагреве соединения.
2.Исправляем Излишки Припоя: Избыточный припой можно убрать с помощью паяльника, фитиля для припоя или оловоотсоса
3.Исправляем Перемычку: Избыточный припой можно убрать с помощью паяльника, фитиля для припоя или оловоотсоса.
Предотвращаем Отрыв Компонентов: Производитель должен использовать крепкую ПП в процессе пайки волной. ПП не должна гнуться в процессе.
Предотвращаем Отрыв Площадки: Вы можете подключить вывод к медному следу, путем пайки.
Исправляем Шарик Припоя: Опять же, достаточно повторно нагреть припой. Для предотвращения подобного, производителям не стоит устанавливать слишком высокую температуру при пайке волной.
Заключение
В этой статье мы разобрали всё, что вам необходимо знать о сварке ПП. Нашей задачей было проинформировать вас о методах и техниках, благодаря которым можно избежать проблем в процессе работы. Но прежде, чем браться за дело, мы поговорили об основных моментах. Более того, мы включили в статью советы, которые в первую очередь помогут вам избежать неприятных последствий.
Если у вас остались какие-либо вопросы, вы можете связаться с нами по адресу [email protected]. Команда наших экспертов и инженеров будет рада помочь.
